- Nederlands, Belgique / België
- Česky, Česká republika
- Deutsch, Deutschland
- Español, España
- Português, Portugal
- English, Europe
- Français, France
- Italiano, Italia
- Magyar, Magyarország
- Nederlands, Nederland
- Deutsch, Österreich
- Polski, Polska
- Română, România
- Suisse / Schweiz / Svizzera
- Svenska, Sverige
- Suomeksi, Suomi
- Türkçe, Türkiye
- English, United Kingdom
- Slovenská, Slovak
-
 Worldwide
Worldwide































Mérési teljesítményének jelentős növekedését érte el a sajtolt és préselt hajlított alkatrészek, valamint fémből és műanyagból készült szerelvények gyártója azzal, hogy a japán prémium mérőműszer-gyártó Mitutoyo leányvállalata, a KOMEG kifinomult automatizálási megoldásába fektetett be.
Szöveg és képek: Thomas Mendle, Mitutoyo Europe GmbH
Automatizált mérési megoldás: Az üresjárati idő akár 80 százalékkal is csökkenthető
Buchen im Odenwald, Németország, 2019. február. A németországi Buchen im Odenwaldból származó, családi tulajdonban lévő SCHEUERMANN + HEILIG GmbH drasztikusan felgyorsított és fokozott minőségellenőrzésre most lehetőség nyílik. A Németországban és Brazíliában tevékenykedő fém- és műanyagalakítási megoldások specialistája sajtolt és préselt-hajlított alkatrészek, műszaki rugók és komplett hibrid szerelvények fejlesztésére és sorozatgyártására összpontosított. A SCHEUERMANN + HEILIG termékeivel az orvostechnika, az autóipar, az elektrotechnika és az intelligens megoldások, valamint a környezet- és épülettechnika területéről látja el a főbb ügyfeleket. A gyártó, hogy lépést tudjon tartani a termékeivel szemben támasztott növekvő igényekkel és vásárlói egyre növekvő igényeivel, úgy döntött, hogy befektet a mérési technológiájába, és ezzel még magasabb szintre emeli minőségellenőrzését. Ezen felül a menedzsment célja a mérési teljesítmény növelése további személyi költségek nélkül.
A fém- és műanyagszakértők évtizedek óta támaszkodnak a japán hosszmérő-technológiát gyártó Mitutoyo mérőműszereire minőségükben, pontosságukban és hosszú élettartamukban. A SCHEUERMANN + HEILIG a számtalan kézi mérőműszeren kívül, mint például tolómérők, mikrométerek, mérőórák és furatmérők, a japán gyártó nagyméretű mérőműszereit is használja. Ezek közé tartozik például számos profilvetítő és két Crysta-Apex S 574 és 776 koordináta mérőgép.
A pozitív tapasztalatok alapján egyértelmű volt a döntés a Mitutoyo mérési megoldás mellett. A megrendelést a Mitutoyo KOMEG leányvállalata kapta a németországi Saar-vidéki Völklingenből, amely ügyfélspecifikus mérési megoldások fejlesztésére, tervezésére és telepítésére szakosodott.
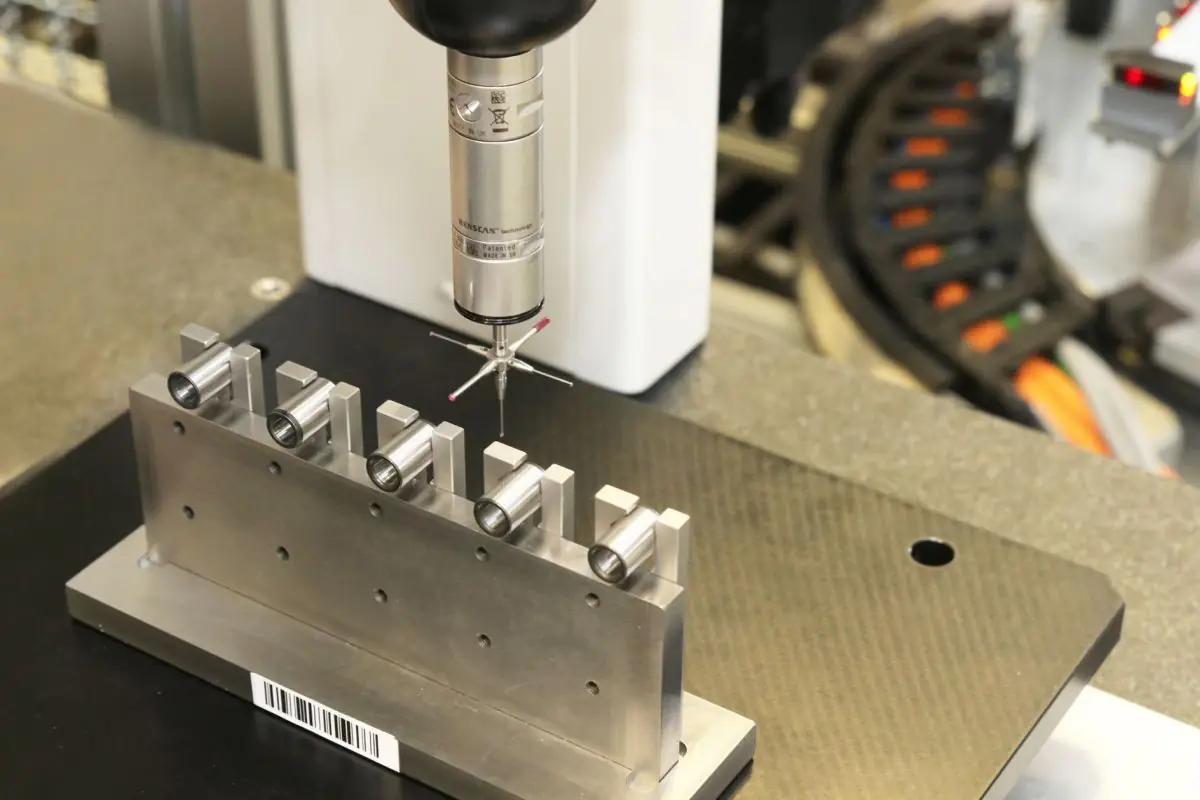
A Mitutoyo Crysta-Apex S 574 CNC koordináta mérőgép (X x Y x Z) 500 x 700 x 400 milliméteres mérési tartománnyal és érintéskioldós mérőfejjel már ideálisnak bizonyult a vizsgálandó alkatrészekhez. A 16-26 fokos integrált hőmérséklet-kompenzációs funkciónak, a rezgéscsillapításnak és a nagy haladási sebességnek köszönhetően a Crysta-Apex S gyártási környezetekben való használatra van predesztinálva. A mindössze 1,7+3L/1000 µm (18-22 fok) mérési bizonytalanság rendkívül precíz eredményeket garantál.
Következésképpen a KOMEG koncepciója két „574-est” tartalmazott, amelyek mindegyike két szondacserélő állvánnyal van felszerelve, amelyeket felváltva robotok töltenek be. Az egyedi megoldás egy polcrendszert is tartalmaz, amelyben akár 50 raklap is tárolható befogóeszközökkel és munkadarabokkal az ellenőrzésig.
A különböző típusú és méretű munkadarabokat a mérőcellában ellenőrzik. "Méretük körülbelül 5 millimétertől nagyjából egy italos doboz méretéig terjed" - mondja Patrick-Peter Gauer, a KOMEG projektmenedzsere.
"A koordináta mérőgépek kézi betöltéséhez képest az automatizálási megoldás sok időt és erőfeszítést takarít meg. A CMM-ek üresjárati ideje önmagában akár 80 százalékkal is csökkent" - magyarázza Gauer.
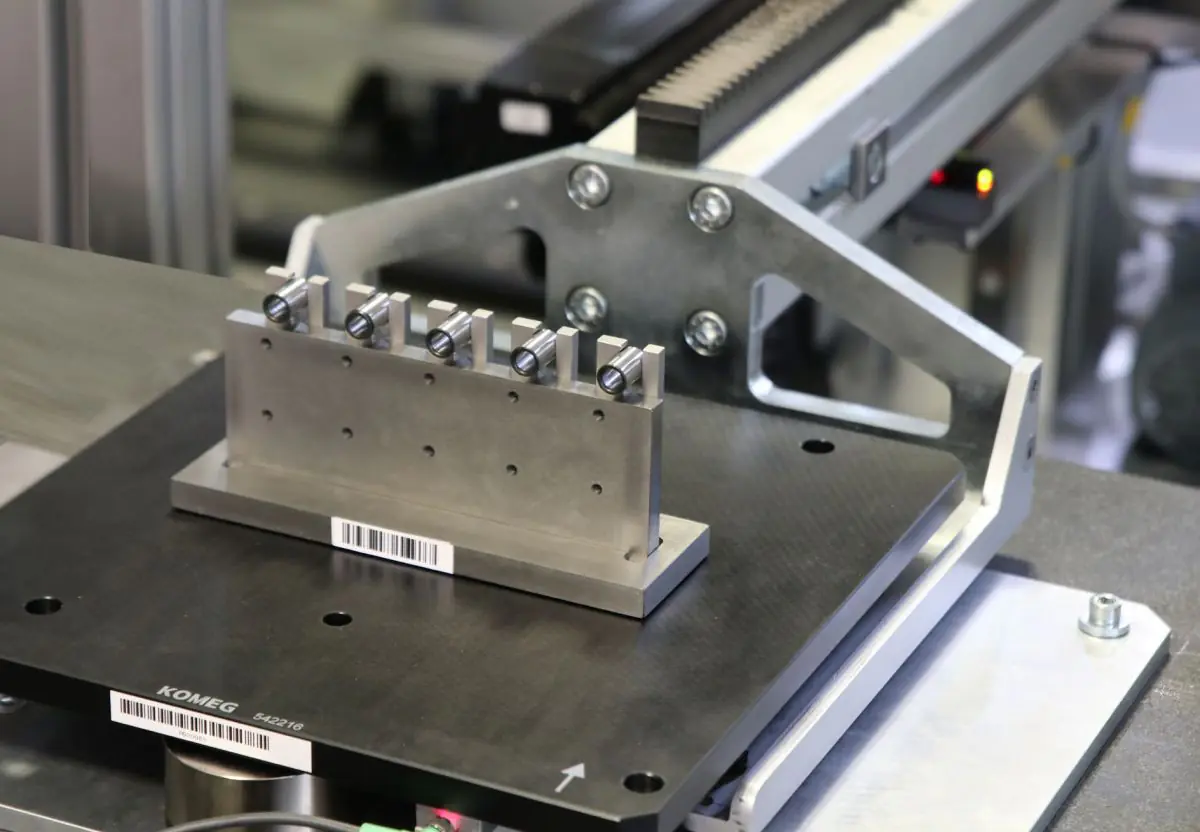
Az üzem minden gyártógépéről termékspecifikus időközönként mintát vesznek és mérnek. A kezelő a mintát egy raklapra helyezi egy speciálisan az adott munkadarabhoz gyártott szorítószerkezettel.
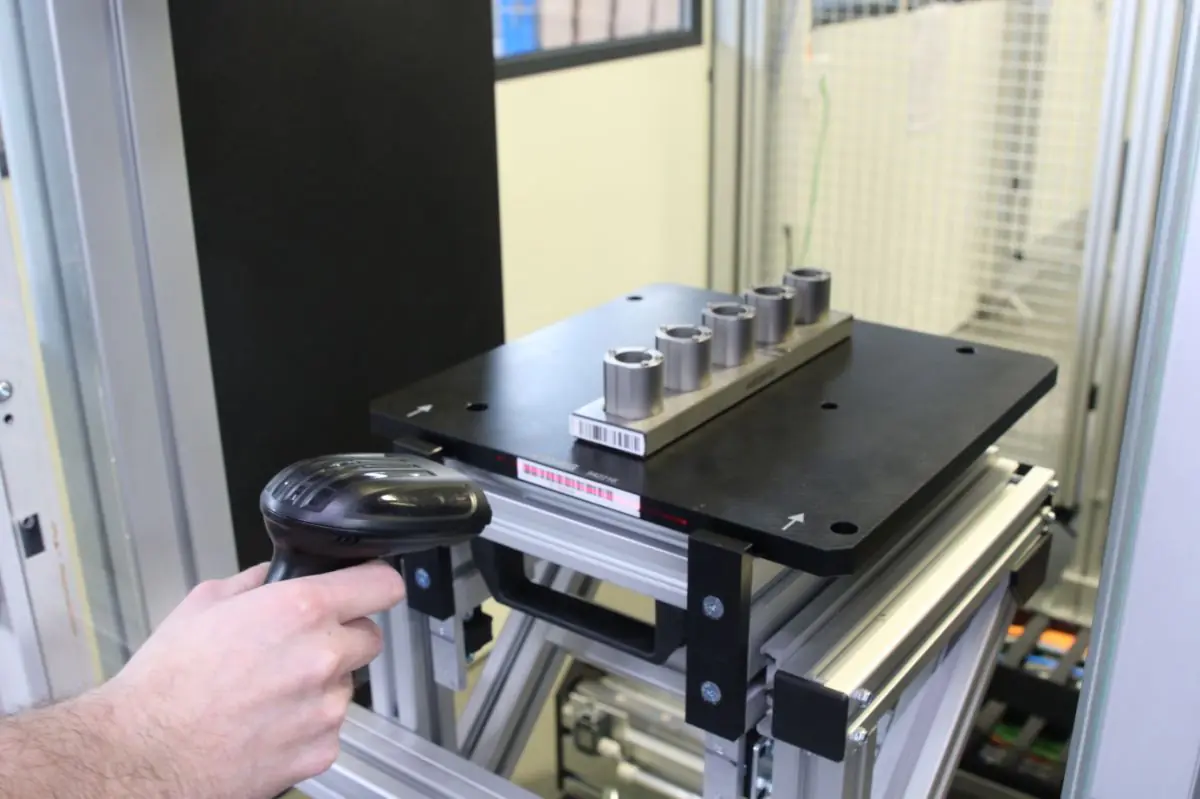
Mind a szorítószerkezet, mind a raklap vonalkóddal van ellátva. A vonalkódok beolvasásával a raklap és a befogó eszköz "összeházasítható", szükség esetén a mérési folyamat után ismét szétválasztható.
A rendszer központi számítógépére személyre szabott adatchippel vagy jelszóval történő bejelentkezést követően a kezelő leolvassa a rendelési kártyára nyomtatott vonalkódot, a raklapot a cella I/O állomására helyezi és a rendelést szkenneléssel rögzíti a rendszerben. a raklap vonalkódja. A robot a raklapot a cellában található 50 állványpozíció egyikére szállítja, és a két koordináta mérőgépet felváltva táplálja a sorrendben továbbhaladó rendelésekkel.
Egy harmadik féltől származó szoftver, amelyet kifejezetten ehhez a KOMEG mérési megoldáshoz igazítottak, minden mérési folyamatot vezérel. A program az új rendeléseket a ciklus végén rangsorolja. Egy nagy, jól látható képernyőn leolvasható a mérési sorrend a kezelő neve, valamint a tétel- és alkatrészszám alapján. A képernyőn megjelenő szín jelzi, hogy melyik mérési feladat fejeződött be (zöld), melyik van folyamatban (sárga), és melyek vannak még a sorban (fehér).
A szoftver lehetővé teszi szabályok felállítását is. Például bizonyos munkadarabokat általában előszeretettel lehet feldolgozni, vagy bizonyos gépektől vagy alkalmazottaktól származó rendeléseket alapértelmezés szerint felfelé lehet mozgatni a hurokban. Ezenkívül a kezelő (jogosultságtól függően) manuálisan is áthelyezhet egy újonnan bevitt feladatot a sorba, ha gyors mérésre van szükség.
A befogókészülék vonalkódjának leolvasása a koordinátamérő gép megfelelő alkatrészprogramját rendeli hozzá a munkához. Ez automatikusan végrehajtódik, miután a robot a raklapot a CMM gránitlapjára szerelt raklaptartóra rakta.

A mérés befejezése után a kezelő választhat, hogy a munkadarabot az I/O állomásra küldi, vagy megismétli a mérést. Lehetőség van mérési jegyzőkönyv nyomtatására és az adatok tárolására és kiértékelésére is a CAQ rendszerben.
Ennek ellenére a KOMEG egyedi megoldása nemcsak drasztikusan felgyorsítja és leegyszerűsíti a SCHEUERMANN + HEILIG minőségellenőrzését, hanem további előnyöket is kínál. A mérőrendszer egy éjszakán át tud működni, és így feldolgozza a napközben felhalmozott mérési megbízásokat. A két Crysta-Apex S gép ezután minden további kezelői beavatkozás nélkül teljesítheti minősítési ciklusát.
A trendalapító mérőrendszert más iparágakban is fel lehetne használni különféle konfigurációkban” – mondja magabiztosan Patrick-Peter Gauer, „mivel a hatékony minőségbiztosítás egyre fontosabbá válik minden ágazatban”.